认为库存那浪费的典型,是万恶之源。但是在现实工厂场景中,的确如此吗?
请看以下实例:
一个生产家电控制器(或显示器)的龙头企业(主要配套国内的家电企业),年营业额在5个亿以上。
1、经营现状
第一,准交率很低,客户抱怨较高
由于家电企业销售的不确定性,该工厂销售人员的销售预测比较不准(小于50%,事实上也不可能预测准确)。
第二,采购人员离职率高,造成了电子料的采购更加不稳定
因为销售需求的不确定,赶单成为最主要的日常工作,赶单带来的催料成为采购人员的最常见的紧急工作,而且经常挨骂。
第三,车间换线频繁,作业效率低,离职率高
因为赶单+缺料,产线做做停停成为一种典型的生产形态,又由于实行计件制,效率不高的情况下计件工资偏低,离职率高。离职率高,造成生产能力不足,加班增加还工资不高,离职率更高,造成了一个恶性循环。
第四,工厂不赚钱
几个亿的销售,可能是几百万的利润,利润率极低
2、订单模式
由于国内大大小小家电企业的销售的不确定性(季节、管理水平等,牛鞭效应在这家企业得到了充分体现),一般是预测性下单采购订单、正式下达采购订单(家电企业自身也有OEM订单)方式。
3、生产过程
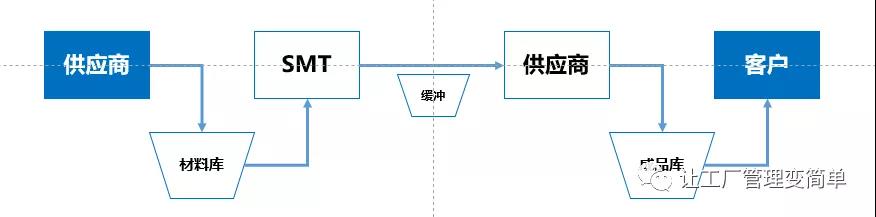
4、现有生产运作模式
第一,计划模式
PMC是计划下设的一个组,发起采购审核和下单生产工单。
以周滚动计划为依据,安排两个车间(SMT、DIP)生产,实现销售需要的成品出运。
第二,电子料供应
长交期物料采用订单式下单,短交期物料为依据出运计划和订单,每周一次MRP方式确定送料。
第三,来料检验
批次抽检,每个批次必须检验完毕后入库,但是来料检验人员相对不足(人数未统计,但是在走廊、检验缓冲区等区域,待检物料的总量约为有效库存的30%左右)。
第四,库存要求
严格实现底库存要求,对采购和PMC有非常高的库存周转率要求,库存目标金额为1500万元/平均库存,而且包含了报废、呆滞物料。
请问:如何设置合理的解决方案?